
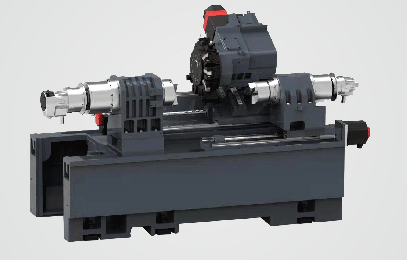
Centro de torneado CNC


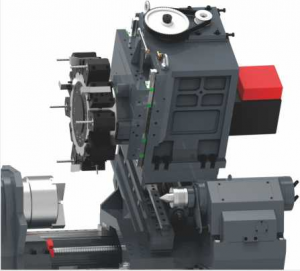
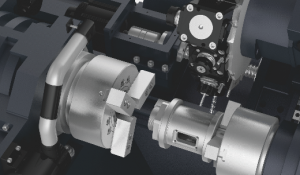
EXE POSITIVO INTEGRADO
Estrutura Longmen, super ríxida
A estrutura do eixe Y positivo integrado pertence ao corte pesado de alta rixidez e o seu rendemento é mellor que o eixe Y de interpolación.
a.O corte pesado de movemento dun eixe Y é mellor que o eixe Y de interpolación e o eixe Y é perpendicular ao eixe X.
b.O procesamento do contorno plano é máis suave e plano.
c.Máis cómodo para o procesamento de superficies e contornos compostos.
O equipo combinado de fresado por xiro "Y positivo" ten vantaxes obvias no fresado plano de mecanizado en comparación co fresado por xiro "interpolación Y" combinado. O movemento do eixe Y "Y positivo" é perpendicular ao eixe X, que é un único eixe X. -O movemento do eixe e o movemento do eixe Y de "interpolación Y" consiste en interpolar unha liña recta a través do movemento simultáneo do eixe X e do eixe Y, a planitude do plano de fresado e a comparación do xiro do eixe Y "positivo". fresado combinado, o procesamento combinado de fresado e xiro do eixe "Y positivo" é obviamente brillante e plano.
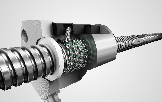
Parafuso de bolas fixo dobre
Utilízanse parafusos de esfera e guías de rolos de alta calidade dos principais fabricantes mundiais.
Aínda que caro, só os produtos de alta calidade poden cumprir a alta precisión e longo
vida útil requirida polos clientes.
Servomotores directos
O servomotor está conectado directamente ao parafuso de bolas mediante un acoplamento de aceiro, que
garante ningunha dexeneración e desalineación incluso baixo cargas pesadas.
Isto mellorará moito a precisión de posicionamento e o mecanizado de roscas e contornos
será máis preciso.
106M 108M 208M
| Modelo ltem | Nome | Unidade | 106 M | 108M | 208M |
| Viaxar | Máx.Diámetro de xiro na cama | mm | φ600 | φ600 | φ600 |
| Máx.Diámetro de procesamento | mm | φ300 | φ300 | φ400 | |
| Máx.Diámetro de procesamento no portaferramentas | mm | φ220 | φ200 | φ300 | |
| Máx.Duración do procesamento | mm | 230 | 220 | 400 | |
| Distancia entre centros | mm | 300 | 300 | 600 | |
| Motor de eixo Hidrocilindro Chuch Parámetro | Nariz de fuso | tipo | A2-5 | A2-6 | A2-6 |
| Máx.Velocidade do fuso | rpm | 5500 | 4300 | 4200 | |
| Cilindro de aceite / portabrocas | lnch | 6” | 8” | 8” | |
| Diámetro do fuso | mm | φ56 | φ65 | φ65 | |
| Diámetro de barra | mm | φ45 | φ52 | φ52 | |
| Potencia do motor de eixo de transmisión directa | kw | 17.5 | 22 | 22 | |
| Avance do eixe X/Z Parámetro | X Viaxes | mm | 180 | 180 | 280 |
| Especificación de guía lineal X/Z | espes | 35/35 Roller | 35/35 Roller | 35/35 Roller | |
| Z Viaxes | mm | 300 | 300 | 600 | |
| X/Z/(Y) Potencia do motor | kw | 1.8/1.8 | 1.8/1.8 | 1.8/1.8 | |
| X/Z/(Y) Travesía rápida | m/min | 30/30 | 30/30 | 20/20 | |
| Precisión de posicionamento | mm | ± 0,005 | ± 0,005 | ± 0,005 | |
| Repetir a precisión de posicionamento | mm | ± 0,003 | ± 0,003 | ± 0,003 | |
| Parámetro de torreta | Posición da ferramenta | pzas | BMT45-12T | BMT45-12T | BMT55-12T |
| Motor de torreta de potencia | kw | 2.2/3.7 | 2.2/3.7 | 2.2/3.7 | |
| Portaferramentas cadrado | mm | 20×20 | 20×20 | 20×20 | |
| Portaferramentas de mandrinado redondo | mm | φ32 | φ32 | φ40 | |
| Tempo de cambio de ferramenta adxacente | sec | 0,15 | 0,15 | 0,15 | |
| Precisión de posicionamento | / | ± 2” | ± 2” | ± 2” | |
| Repetir a precisión de posicionamento | / | ± 1” | ± 1” | ± 1” | |
| Contrapunto Parámetros | Contrapunto hidráulico programable | / | √ | √ | √ |
| Máx.Viaxe de contrapunto | mm | 360 | 360 | 440 | |
| Orificio cónico da manga do contrapunto | tipo | MT 5# | MT 5# | MT 5# | |
| Diámetro da manga | mm | / | / | / | |
| Viaxe de manga | mm | / | / | / | |
| Tamaño mecánico | Tamaño da máquina | mm | 2300×1800×1700 | 2300×1800×1700 | 2300×1800×1700 |
| Peso da máquina | kg | 3700 kg | 3800 kg | 5200 kg |

Servo alimentador automático de barras
Os alimentadores TENOLY presentan un deseño automático e resistente,
Aumenta significativamente a produtividade e simplifica as operacións de torneado.
Captador de pezas
O colector de pezas está deseñado co principio de conexión mecánica, que pode ser rapidamente
conectado co produto acabado despois do procesamento.


Guía lineal de rolos THK
A guía lineal ten espazo libre, corte de arco, corte en bisel e a textura da superficie é relativamente uniforme.É axeitado para operacións a alta velocidade e reduce moito a potencia de condución necesaria para a máquina. Os carrís de guía lineais usan rolos en lugar de deslizarse, con pequenas perdas de fricción, resposta sensible e alta precisión de posicionamento.Pode soportar a carga nas direccións arriba, abaixo, esquerda e dereita ao mesmo tempo.Baixo a carga, a superficie de contacto da pista aínda está en contacto multipunto e non se reducirá a rixidez de corte;Montaxe fácil e intercambiable e estrutura de lubricación sinxela;as guías lineais teñen moi pouco desgaste e longa duración.
Parafuso de bolas THK
Usando parafuso de bolas de alta precisión, con precarga de porca e parafuso
tratamento de pretensión, a reacción e o aumento da temperatura e
elimínanse con antelación o alongamento, mostrando un excelente posicionamento
e repetibilidade.
Accionamento directo con servomotor para reducir o erro de xogo.

Brazo motorizado de alta precisión para torno
Instalador de ferramentas extraíbles con repetibilidade de alta precisión Dispoñible nunha variedade de tamaños diferentes para satisfacer diversas necesidades industriais Dispoñible nunha variedade de tamaños estándar, así como brazos de medición de aceiro feitos a medida con baixo coeficiente de expansión
Use unha sonda de circonio robusta
Ocupa pouco espazo da máquina cando non está en uso
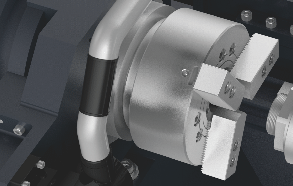
Portabrocas hidráulica de sujeción
O torno está equipado de serie cun portabrocas hidráulico.O portabrocas pódese personalizar segundo as necesidades do cliente, e unha variedade de opcións proporcionará o portabrocas máis axeitado.
Fuso Secundario
Os dous extremos da peza de traballo pódense mecanizar ao mesmo tempo nunha soa suxeición, o que simplifica moito a operación manual.




