
Rectificadora CNC de 5 eixes GM5X-N
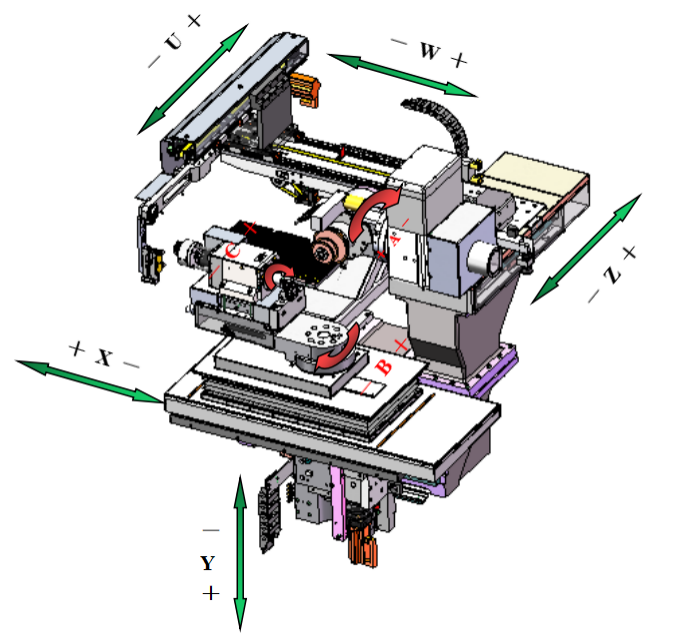
Mun diagrama de estruturade máquina
Ámbito de aplicación
Esta máquina produce fresas e brocas de punta, adecuadas para o procesamento de materiais de aliaxe dura e aceiro de alta velocidade.
Ciclos de fabricación e rectificación de ferramentas
1. Fresas estándar: ranurado, dorso de pala, afiado de rastrillo, afiado de bordo inferior, dixitalización, rectificado.
2. Broca estándar: ranurado, redución do diámetro exterior, afiado do vértice, dixitalización e rectificado.
1. Especificacións técnicas
| № | Contido | Requisito | Número | Unidade |
| 1.1 | Dimensións da peza | |||
| 1.1.1 | Lonxitude de suxeición | ≤ | 230 | mm |
| 1.1.2 | Diámetro de sujeción | entre | 2-20 | mm |
| 1.1.3 | Lonxitude de moenda | ≤ | 150 | mm |
| 1.1.4 | Diámetro de moenda | entre | 0,2-12 | mm |
| 1.2 | Eje de moenda | |||
| 1.2.1 | Tipo de unidade | Preciso | accionamento directo | - |
| 1.2.2 | Poder | potencia nominal | 13.6 | kW |
| 1.2.3 | Refrixeración | Preciso | Arrefriado por aceite | - |
| 1.2.4 | Control de velocidade da mola | Preciso | Velocidade continua | - |
| 1.2.5 | Velocidade | entre | 0-10000 | rpm |
| 1.2.6 | Número de cabezas de rectificado do fuso | Preciso | 2 | pzas |
| 1.3 | Moa abrasiva | |||
| 1.3.1 | Diámetro | ≤ | 150 | mm |
| 1.3.2 | Número máximo de moas por fuso | ≤ | 4 | pzas |
| 1.3.3 | Diámetro do fuso das moas | Preciso | 25 | mm |
| 1.3.4 | Programa de subministración de refrigerante controlada | Preciso | Si | - |
| 1.3.5 | Número de boquillas de refrixeración | ≥ | 3 | pzas |
| 1.4 | Sistema de suxeición da peza | |||
| 1.4.1 | Sistema de sujeción | Preciso | Hidráulico, automático | - |
| 1.4.2 | Pinza de sujeción | Preciso | SCHAUBLIN W20 | - |
| 1.4.3 | Tipo de unidade | Preciso | accionamento directo | - |
| 1.5 | Parámetros do eixe | |||
| 1.5.1 | Tipo | Preciso | lineal | - |
| 1.5.2 | Percorrido do eixe X | ≤ | 280 | mm |
| 1.5.3 | Percorrido do eixe Z | ≤ | 130 | mm |
| 1.5.4 | Percorrido do eixe Y | ≤ | 230 | mm |
| 1.5.5 | Resolución do eixe XYZ | Preciso | 0,0001 | mm |
| 1.5.6 | Velocidade do eixe XYZ | ≤ | 10 | m/min |
| 1.5.7 | Percorrido do eixe A | ≤ | 360 | grao |
| 1.5.8 | Resolución do eixe A | Preciso | 0,0001 | grao |
| 1.5.9 | Velocidade do eixe A | ≤ | 300 | rpm |
| 1.5.10 | Percorrido do eixe B | ± | 210 | graos |
| 1.5.11 | Velocidade do eixe B | ≤ | 12 | rpm |
| 1.6 | Sistema de carga e descarga | |||
| 1.6.1 | Sistema de carga e descarga | Preciso | Brazo robótico tipo truss | - |
| 1.6.2 | Número de bandexas | Preciso | 2 | pzas |
| 1.6.3 | Carga e descarga automática do diámetro da peza | Entre | 2-12 | mm |
| 1.6.4 | Carga e descarga automática de lonxitude da peza | ≤ | 40-200 | mm |
| 1.6.5 | Número máximo de pezas | ≤ | 300 | pzas |
| 1.6.6 | Software | Preciso | Si | - |
| 1.7 | Outros compoñentes | |||
| 1.7.1 | Capacidade para detectar pezas en máquinas ferramenta | Preciso | Si | - |
| 1.7.2 | Sistema de lubricación automática centralizado | Preciso | Si |
|
| 1.7.3 | Lámpada de señalización tricolor | Preciso | Si | - |
| 1.8 | Opcional | |||
| 1.8.1 | Equipo de separación de néboa de aceite | Preciso | Opcional | - |
| 1.9 | Control | |||
| 1.9.1 | Sistema de control | Preciso | NUM-Flexium+68 | - |
| 1.9.2 | Panel de operacións | Preciso | Pantalla táctil | - |
| 1.9.3 | Eixo de control dixital | Preciso | Si | - |
| 1.9.4 | Pantalla a cor | Preciso | Si | - |
| 1.9.5 | Tamaño de visualización | Preciso | 19 | polgada |
| 1.10 | Módulo de software de rectificado de ferramentas | |||
| 1.10.1 | Fresas simples | Preciso | Si | - |
| 1.10.2 | Exercicios sinxelos | Preciso | Si | - |
| 1.10.3 | Modo de detección automática da sonda | Preciso | Si | - |
| 1.11 | Parámetros eléctricos dos equipos | |||
| 1.11.1 | Voltaxe | Preciso | 380 ± 10 % | V |
| 1.11.2 | Frecuencia | Preciso | 50 ± 10 % | Hz |
| 1.11.3 | Poder | ≤ | 25 | KW |
| 1.12 | Dimensións | |||
| 1.12.1 | Lonxitude | ≤ | 2 000 | mm |
| 1.12.2 | Anchura | ≤ | 2 800 | mm |
| 1.12.3 | Altura | ≤ | 2 200 | mm |
| 1.12.4 | Calidade | ≤ | 4750 | kg |
2. Lista de configuración estándar
| № | Contido | Modelo | Marca | Número | ||
| 2.1 | Máquina ferramenta | |||||
| 2.1.1 | Configuración do eixe X | |||||
| 2.1.1.1 | - Vara de parafuso | Personalizado | NSK | 1 pzas | ||
| 2.1.1.2 | - Ferrocarril | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 unidades | ||
| 2.1.1.3 | - Escala óptica | LC483-370 | HEIDENHAIN | 1 pzas | ||
| 2.1.2 | Configuración do eixe Y | |||||
| 2.1.2.1 | - Vara de parafuso | Personalizado | NSK | 1 pzas | ||
| 2.1.2.2 | - Ferrocarril | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2 unidades | ||
| 2.1.2.3 | - Escala óptica | LC483-370 | HEIDENHAIN | 1 pzas | ||
| 2.1.3 | Configuración do eixe Z | |||||
| 2.1.3.1 | - Vara de parafuso | Personalizado | NSK | 1 pzas | ||
| 2.1.3.2 | - Ferrocarril | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 unidades | ||
| 2.1.3.3 | - Escala óptica | LC483-370 | HEIDENHAIN | 1 pzas | ||
| 2.1.4 | Configuración do eixe C | |||||
| 2.1.4.1 | - Codificador angular | ECN113 | HEIDENHAIN | 1 pzas | ||
| 2.1.4.2 | - Motor de transmisión directa | MSP-1000-2-002-158 | EMB | 1 pzas | ||
| 2.1.5 | Tocadiscos do eixe B | WDC-C180 | Gutian | 1 pzas | ||
| 2.1.5 | Tocadiscos de eixe A | WDC-C200L | Gutian | 1 pzas | ||
| 2.1.6 | Husillo eléctrico de doble cabeza de imán permanente | Potencia nominal 7,1 kW | Chuangyun | 1 pzas | ||
| 2.1.7 | Manipulador de truss de dous eixes | - | Chuangyun | 1 pzas | ||
| 2.1.8 | Bandexa | 148-LP-D4 | Chuangyun | 2 unidades | ||
| 2.1.9 | Bandexa | 148-LP-D6 | Chuangyun | 2 unidades | ||
| 2.1.10 | Bandexa | 148-LP-D8 | Chuangyun | 2 unidades | ||
| 2.1.11 | Mandíbula de sujeción | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 conxunto | ||
| 2.1.12 | Bloque en V de alta precisión | (3-5) | Chuangyun | 1 pzas | ||
| 2.1.13 | Bloque en V de alta precisión | (5-7) | Chuangyun | 1 pzas | ||
| 2.1.14 | Bloque en V de alta precisión | (6-12) | Chuangyun | 1 pzas | ||
| 2.1.15 | Collet | D4W20 (80-00004) | SCHAUBLIN | 1 pzas | ||
| 2.1.16 | Sonda | TS150 | HEIDENHAIN | 1 pzas | ||
| 2.1.17 | Varilla de moa (longa) | 119×∅31,75×∅96 mm | Chuangyun | 1 pzas | ||
| 2.1.18 | Vara de moa (curta) | 87×∅31,75×∅96 mm | Chuangyun | 1 pzas | ||
| 2.1.19 | Aire acondicionado | - | YUEDE | 1 pzas | ||
| 2.1.20 | Lámpada de señalización tricolor | DC24V | Schneider | 1 pzas | ||
| 2.1.21 | Caudalímetro | SI 5000 | IFM | 1 pzas | ||
| 2.1.22 | Unidade de alimentación específica | 15 kW | NEWCOM | 1 pzas | ||
| 2.1.23 | Grupo de válvulas electromagnéticas | M4GE280R-CX-E20D-5-3 | CKD | 1 conxunto | ||
| 2.1.24 | Sistema de lubricación automática do eixe X, Y e Z | - | Taiwán | 1 conxunto | ||
| 2.2 | Configuración do sistema CNC | |||||
| 2.2.1 | BOXPC | FXPC004NN1HNR10 | NUM | 1 pzas | ||
| 2.2.2 | Filtro de potencia | AGOFIL024A | NUM | 1 pzas | ||
| 2.2.3 | Filtro de potencia | AGOFIL001S | NUM | 1 pzas | ||
| 2.2.4 | Resistencia | AGORES008 | NUM | 1 pzas | ||
| 2.2.5 | Alimentación principal do sistema | MDLL3015N00AN0I | NUM | 1 pzas | ||
| 2.2.6 | Servo controlador | MDLUX021B1CAN0I | NUM | 4 unidades | ||
| 2.2.7 | Servomotor do eixe B | SPX1262N5IA2L02 | NUM | 1 pzas | ||
| 2.2.8 | Motor do eixe A | MDLUX014B1CAN0I | NUM | 1 pzas | ||
| 2.2.9 | Servomotor do eixe Y | SPX0751V5IF2L02 | NUM | 1 pzas | ||
| 2.2.10 | Servomotor do eixe X/Z | MDLUX014B1CAN0I | NUM | 2 unidades | ||
| 2.2.11 | Servocontrolador do eixe U/W | SPX0952N5IA2L02 | NUM | 2 unidades | ||
| 2.2.12 | Servomotor do eixe V | MDLUX014B1CAN0I | NUM | 1 pzas | ||
| 2.2.13 | Acoplador | SPX0751V5IA2L02 | NUM | 1 pzas | ||
| 2.2.14 | Entrada | SPX0751V5IA2L02 | NUM | 2 unidades | ||
| 2.2.15 | Saída | EK1100 | NUM | 2 unidades | ||
| 2.2.16 | Módulo de entrada analóxica | CTMT1809 | NUM | 1 pzas | ||
| 2.2.17 | Terminator | CTMT2809 | NUM | 1 pzas | ||
| 2.2.18 | Panel de operacións | CTMT3162 | NUM | 1 pzas | ||
| 2.2.19 | NCK | CTMT9011 | NUM | 1 pzas | ||
| 2.2.20 | NCK | FXHE02ARE2HE000 | NUM | 1 pzas | ||
| 2.2.21 | NCK | FXP2101200 | NUM | 1 pzas | ||
| 2.2.22 | NCK | FXSO200061 | NUM | 1 pzas | ||
| 2.2.23 | NCK | FXSV994100 | NUM | 1 pzas | ||
| 2.2.24 | NCK | FXSO100006 | NUM | 1 pzas | ||
| 2.2.25 | NCK | FXSO100008 | NUM | 1 pzas | ||
| 2.2.26 | NCK | FXSO100375 | NUM | 1 pzas | ||
| 2.2.27 | NCK | FXSO100392 | NUM | 1 pzas | ||
| 2.2.28 | NCK | FXPA000586 | NUM | 1 pzas | ||
| 2.2.29 | NCK | FXSW282122 | NUM | 1 pzas | ||
| 2.2.30 | NCK | FXSW282124 | NUM | 1 pzas | ||
| 2.2.31 | NCK | FXSO100012 | NUM | 1 pzas | ||
| 2.3 | Configuración estándar do software de rectificado de ferramentas | |||||
| 2.3.1 | Fresa simple | Chuangyun auto-desenvolvido | 1 pzas | |||
| 2.3.2 | Broca sinxela | Chuangyun auto-desenvolvido | 1 pzas | |||
| 2.3.3 | Comprobación de colisións 3D con simulación de máquinas 3D | Chuangyun auto-desenvolvido | 1 pzas | |||
| 2.3.4 | Simulación de ferramentas 3D | Chuangyun auto-desenvolvido | 1 pzas | |||
| 2.3.5 | Sonda de detección automática | Chuangyun auto-desenvolvido | 1 pzas | |||

